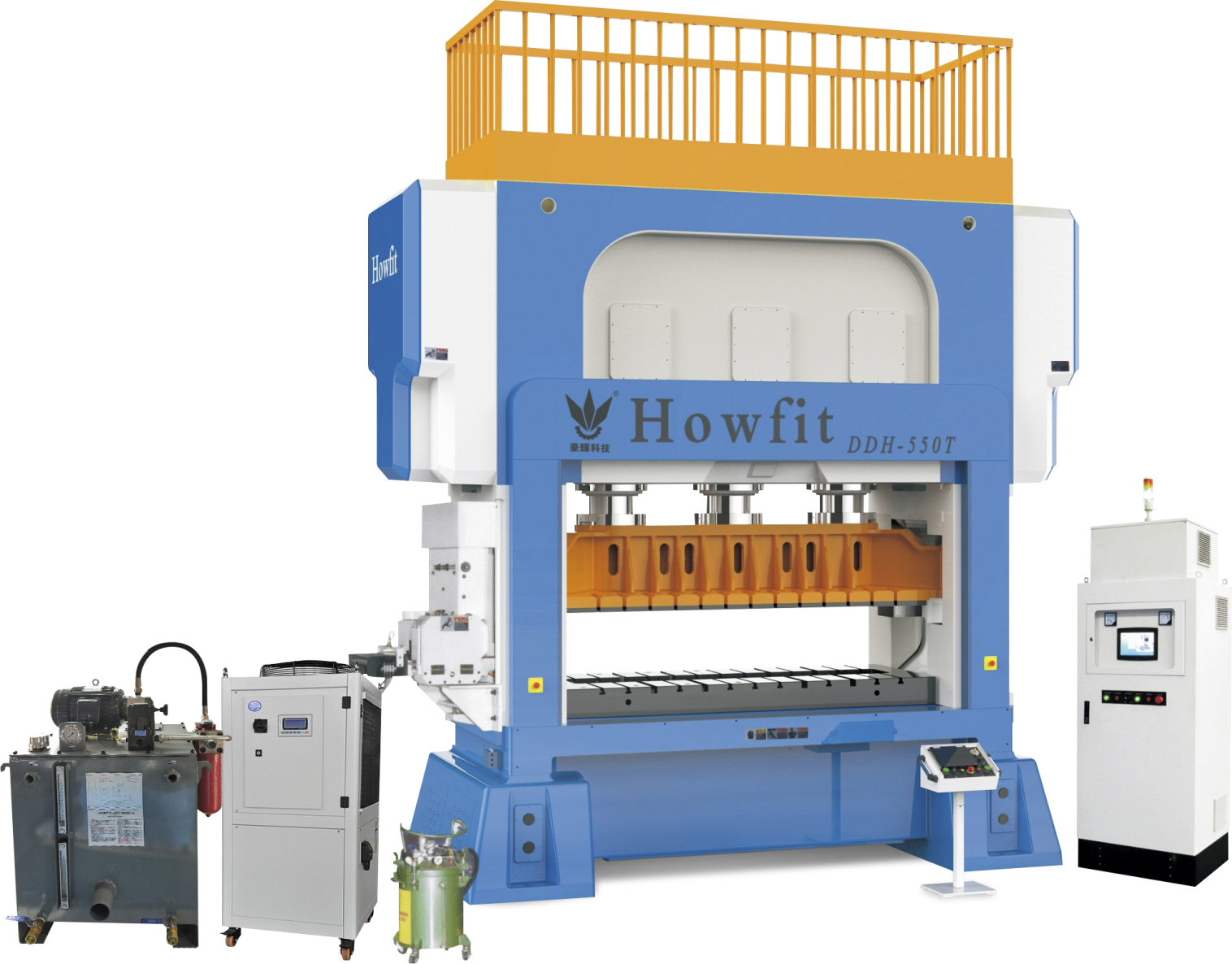
そのDDH HOWFIT 高速精密プレスは、自動車、電子機器、家電製品などの産業における部品のプレス加工に広く利用されている、高効率・高精度のプレス加工装置です。本稿では、エンジニアリング技術の観点から、この装置の機械構造、制御システム、ブランキング原理、そして技術開発の動向について詳しく解説します。
1. 機械構造
ガントリー型高速精密パンチングマシンの基本的な機械構造は、機体、パンチングマシン、金型、および供給システムの4つの部分で構成されています。このうち、機体は上下2つのガントリー型鋳鉄フレームで支持され、上部はガイドレールとスライダーを介してパンチングマシンに接続され、下部は供給システムのベースとなっています。パンチプレスは機械の中核部品であり、パンチフレーム、クランクシャフト伝達機構、コネクティングロッド伝達機構、およびニードルバー機構で構成されています。金型は対象部品を打ち抜くためのツールであり、金型フレームと上部モジュールおよび下部モジュールで構成されています。供給システムは、供給機構と供給テーブルで構成され、材料を金型に搬送する役割を担っています。
機械全体構造は、高強度と高支持力を備えたガントリー構造を採用しており、高速パンチング加工時の安定性と高精度を維持します。さらに、機械構造には多チャンネル強化プロセスを採用し、使用時の安定性と耐久性を向上させています。
2. 制御システム
ガントリー型高速精密パンチングマシンの制御システムは、ハードウェアとソフトウェアの2つの部分で構成されています。ハードウェアは主にサーボモーター、コントローラー、センサーなどを含み、ソフトウェアはコントローラー上で実行されるプログラムであり、様々な制御機能を実現します。制御システムは主に、動作制御、圧力制御、ブランキング制御の3つの側面を通じて、機械の自動生産を完了します。特筆すべきは、制御システム内の衝撃制御技術により、高速、高効率、高精度のスタンピング加工を実現し、生産品質と効率を確保できることです。

3. 打ち抜き原理
ガントリー式高速精密パンチングマシンのパンチング原理は、パンチングマシンを通して材料を成形することです。具体的には、機械のクランクシャフト伝動機構がモーターから供給される動力を針棒機構に伝達し、針棒を前後に動かします。針棒が押し下げられると、金型内のボスが針棒と連結され、モジュールが落下して上部モジュールに衝突します。衝突の瞬間、金型は超音速の力を発揮し、材料を成形します。パンチング工程では、パンチ速度、強度、パンチ位置など、複数のパラメータを制御し、パンチングと成形の精度と効率を確保する必要があります。
4. 技術開発の動向
現在、科学技術の継続的な進歩と市場の継続的な需要により、ガントリー型高速精密パンチングマシンの機械構造、制御システム、パンチング原理は絶えず革新と進化を続けています。具体的には、技術開発の動向には以下の側面が含まれます。
1. 精度と速度の向上:電子制御技術、サーボ技術、衝撃制御技術の継続的な発展により、ガントリー型高速精密パンチングマシンはより高速かつ正確になります。
2. 自動化の促進:インテリジェント製造業の台頭に伴い、機械の自動化およびデジタル化におけるガントリー型高速精密パンチングマシンの応用は増加し続けるでしょう。
3. システムの改善:ガントリー型高速精密パンチングマシンの制御システムと機械構造は、高効率、高品質、低コストの生産に対する市場の需要を満たすために継続的に改善され、最適化されます。
5. 事例比較
自動車部品の打ち抜き加工を例に挙げると、従来のCNC打ち抜き機の速度は一般的に毎分200~600回であるのに対し、ガントリー型高速精密打ち抜き機の速度は毎分1000回以上にも達します。そのため、ガントリー型高速精密打ち抜き機を使用することで、生産効率を大幅に向上させることができます。さらに、ガントリー型高速精密打ち抜き機の精度は従来のCNC打ち抜き機よりもはるかに高く、より微細で複雑な部品の打ち抜き加工が可能です。そのため、高精度・高速性が求められる生産分野において、ガントリー型高速精密打ち抜き機はより大きなメリットと応用展望を有しています。
投稿日時: 2023年6月14日